Преимущества микросварки перемычек на заранее установленный бамп
Josef Schmidl, перевод Калин И.А., kia@eurointech.ru
Традиционно, ультразвуковая микросварка предполагает разварку перемычек с
кристалла на подложку. Большая часть межсоединений выполнялась именно данным
методом до настоящего времени. Стандарт

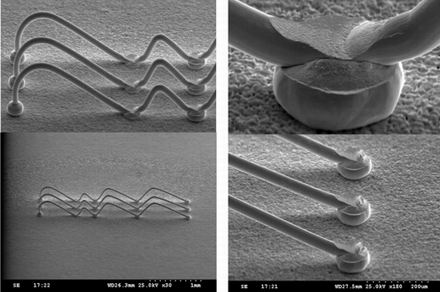
В настоящее время, современные автоматические установки микросварки шариком
позволяют производить разварку золотой проволокой как петель, так и
формирование бампов. Благодаря данным возможностям, установка позволяет сначала
установить бамп с плоской вершиной на контактную площадку, затем сформировать
шарик и произвести разварку, начиная с первой точки сварки и заканчивая второй
точкой сварки на заранее установленный бамп с плоской вершиной. Данная операция
осуществляется на автоматической установке
Palomar Model
8000i. Процесс осуществляется стандартным капилляром, золотой проволокой и
выбором данного режима в меню установки.
Данный метод называется «разварка перемычек на заранее установленный бамп».
Операцию можно выполнять при разварке как с чипа на подложку, с подложки на
чип, так и с чипа на чип, либо при стежковой сварке. Все что необходимо, это
выбрать данный режим разварки из меню установки. Отличительная особенность
данного метода в том, что бамп устанавливается под вторую точку сварки, в
отличие от известного метода установки защитного бампа (в этом случае бамп
устанавливается на «пятку» второй точки сварки).

Метод разварки перемычек на заранее установленный бамп имеет множество достоинств, включая возможность работы с многоуровневыми сборками. За счет данного метода, существенно повышается прочность соединения второй точки сварки. Доступна разварка в двух направлениях, с чипа на чип, сварка стежком — все это несомненно является большим преимуществом, по сравнению со стандартными методами. Результаты, полученные при проведении тестов на отрыв проволочных соединений, показали, что обрыв проволоки происходит в основном в шейке места сварки, либо обрывается непосредственно проволока, что еще раз подтверждает высочайшее качество сварки.
Еще одним преимуществом данного метода является возможность разварки в
противоположном направлении, что исключает вероятность разрушения слоя
металлизации во второй точке сварки и соответствует стандарту
В дополнение к выше сказанному, метод «разварки перемычек на заранее установленный бамп» позволяет осуществлять сварку с одной ИС на другую. Теперь можно произвести разварку одиночной петли между двумя интегральными схемами. Используя данный метод можно добиться оптимального итогового результата (имеется ввиду форма петли, высота петли, максимально возможное усилие, требуемое для отрыва петли), учитывая также разно высотность точек сварки. Также, данная методика позволяет размещать интегральные схемы очень близко друг к другу, что уменьшает общий размер изделия и суммарное количество перемычек значительно увеличивая надежность.
Наконец, существует возможность стежковой сварки в прямом направлении,
обратном, либо с чипа на чип. В общем, если диаметр проволоки меньше 38 микрон
необходимо использовать метод разварки перемычек на заранее установленный бамп,
для предотвращения возможного оставления следа инструмента на контактной
площадке.
В заключение, метод разварки перемычек на заранее установленный бамп предоставляет инженерам электронной промышленности большие возможности для повышения выхода годных изделий и значительного увеличения производительности.